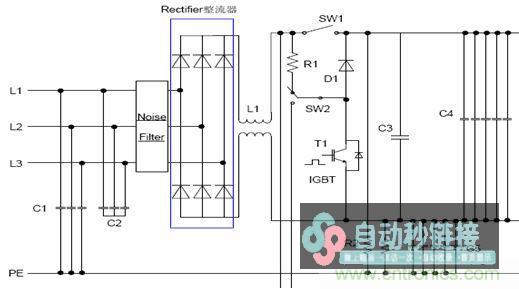
| 1.引言上世纪六十年代以来,各国相继设计和开展了智能化水平很高的物流存储系统--货架,且普遍驳回多层钢货架结构,其承重结构组件也多驳回冷弯薄壁多孔型钢;因为组合式货架钢结构体系设计与装配上的要求,须要在特定冷弯型钢的立面、正面冲压出一系列的具有必定散布法令和精度要求的孔或不规定的延续装配孔洞,以便用螺栓或其余的机械扣接等方式装配成结构件,构成特有的冷弯薄壁多孔、截面复杂的货架钢结构体系特色;经常使用先进的在线预冲孔货架冷弯成型技术及设施消费的货架组件可有效降落资料消耗,确保冷弯成型截面的冷弯性能、孔位精度和外表质量,提高货架钢结构装配时的上班效率,极大地提高货架钢结构的稳固性和牢靠性,伺服系统为在线预冲孔货架冷弯成型技术及设施的关键组成局部。本文拟就伺服系统在货架冷弯机组中的详细运行及系统调试特点,与PLC管理系统的软配件性能接口及管理打算的成功等启动讨论剖析,与同行共勉。2.概述2.1货架冷弯机组系统性能简介2.1.1系统性能:货架冷弯机组系统由开卷机、校平机、切头焊接机组、伺服送料机组、在线冲孔压力机、冷弯机组、定尺飞剪、出料架等基本结构组成,(如图1所示)。也构成了货架冷弯组件特有的冷弯成型工艺特点。依据从消费现场采集到的数据剖析,实践孔位管理精度σ基本稳固在±0.15mm以内,且孔位误差合乎正态散布法令,电气管理精度确保在一个旋转编码脉冲上漂移,从基本上也保障了总长度上的累积误差最小,基本稳固在6σ以内。由此也对货架组件的冷弯制造工艺提出了更高的要求,并构成了货架组件特定的冷弯消费关键技术和设施。2.1.2伺服系统普通有两个开展方向。一个是满足普通工业运行要求,在对性能目的要求不高的运行场所,谋求低老本、少保养、经常使用繁难等特点的驱动产品,如变频电机、变频器等。另一个就是代表着伺服系统开展水平的主导产品—伺服电机、伺服管理器,谋求高性能、高速度、数字化、智能型、网络化的驱动管理,以满足用户较高的运行要求。2.1.3伺服技术在冷弯成型设施中的运行触及到这两类开展方向,上位机的决定触及CNC系统或可编程管理器(PLC),并经过伺服系统性能的规范串行通讯接口(如RS-232C、RS-422接口、公用多芯线缆接口等)和公用的局域网接口启动系统管理和数据传输与处置,系统成功如下性能:运用伺服电机、伺服管理器构成的在线伺服装置实如今线冲孔准确定位管理组块、运用变频电机、变频器等构成的系统主体传动系统成功产品在线长度液压切判定位管理,货架冷弯成型设施的系统运转参数经过人机对话的方式来设置,伺服系统参数的在线调试设定及其自整定性能、系统缺点自诊断与剖析性能等须要联合机组的消费工艺性及其现场采集的数据及其处置结果并联合决定的上位管理机系统和软件性能启动设定和调试,如我公司决定的SIMATIC S7-300PLC作为系统管理上位机就满足了上述要求。2.1.4冷弯成型设施驳回从主传动电机轴端的位置旋转编码器采集位置和速度信号,在冷弯型材某个平面接触旋转编码器采样信号,构成系统主传动交换变频电机的静止管理内、外部闭环速度位置调理系统,外部速度管理闭环驳回速度实时检测管理算法,使电机的低速性能获取进一步提高,速度动摇和转矩动摇降到最低,确保冷弯成型环节的运转稳固和速度管理,外部位置管理闭环驳回PID静止管理算法,确保冷弯成型环节的位置定位管理精度和位置定位效率,如我公司的货架冷弯成型机组的主传动电机功率到达37KW,基本管理订位精度在±0.5mm左右,最高管理精度在±0.1mm左右,实践位置管理期间小于500ms;在线伺服冲孔装置经过接口与外部主动静止端测量的旋转编码器构成高精度的全闭环位置定位调理系统,使机械加工误差、齿轮间隙、结构受力弹性变形等误差所形成的影响降落到最小,如我公司的货架冷弯成型机组在线预冲孔装置传动交换伺服电机功率到达5KW,基本管理订位精度在±0.015mm左右,实践位置管理期间小于250ms;最高管理精度在一个旋转编码器反应脉冲左右漂移;而后思考到保送料外表的平坦度等其它非电气管理起因,实践管理精度基本可以到达 ±0.15mm,确保了货架多孔冷弯薄壁组件的管理精度、消费效率和产质量量。2.1.5目前运行在货架冷弯成型设施中的伺服管理器都驳回了多种新算法。目前比拟罕用的算法关键有PID/IPD(比例微分积分)管理切换、前馈管理、速度实时监控、共振克服管理、可变增益管理、振动克服管理、模型规范顺应管理、重复管理、预测管理、模型跟踪管理、在线智能修正管理、含糊管理、神经网络管理等;经过驳回这些性能算法,可以使伺服管理器的照应速度、稳固性、准确性和可操作性都到达了很高的水平,成功了真正意义上的全数字管理。我公司出口货架消费线就关键驳回PID/IPD(比例微分积分)管理切换算法成功伺服系统的关键管理形式。其关键管理原理如图2。3.货架冷弯成型机组的系统基本组成及上班原理3.1 交换位置伺服PID管理系统的基本组成如图2 所示。3.2 该系统由五局部组成,即计算机(PC)或PLC构成的上位管理系统、伺服驱动管理卡、交换伺服调速系统(交换伺服管理器、伺服电机、相应的管理电缆等)、传感检测反应系统及相应辅佐执行系统。上位主控系统与伺服驱动管理卡相连,可以经过数据线发送位置或速度调理指令,设定PID调理参数(程序设计环节中将其作开明性设计,便于在线作顺应性调整),并启动数模(D/A)转换,经过相应的管理板卡输入±10V的模拟信号并经过交换伺服管理器转换后驱动伺服电动机,在电机轴端装有增量式旋转编码器或在被传动的受控物体上设置测量辊和增量式旋转编码器转换装置,并经过旋转编码器提供反应信号(A、B、IN脉冲)来成功伺服系统的位置半闭环或敞开环位置反应管理系统。位置反应环中的传感元件-增量式光电编码器将静止构件实时的位移(或转角)变动量以A、B相差分脉冲方式长线传输到现场管理站(PC机或PLC)中启动编码器脉冲计数,以取得数字化位置、速度等消息,主控上位机计算出给定位置与实践位置(即反应到的位置)的偏向并依据偏向范围采取相应的PID管理战略,将数字管理造用经数模转换变成模拟管理电压,并输入给伺服加大器,最终调理电机的静止(正、反转和定位中止等),成功希冀值的重复屡次定位,在管理原理上成功小误差高精度的极速位置定位;辅佐执行系统成功相应的压力机上班循环成功冲压工序等。4.管理系统设计的几个关键疑问4.1输人信号的管理精度:增量式编码器的每转脉冲数及测量辊的圆周长,如:φ90测量辊配每转输入1000个脉冲的光电编码器与每转输入2000个脉冲的光电编码器之间的差异、φ50测量辊与φ90测量辊的管理精度差异;最终反映进去的就是每个输入脉冲所对应的长度值,即圆周长与每转输入脉冲数的比值,尽量决定比值小的产品。4.2 输入信号的管理精度:因为测量信号滞后和管理传送滞后、位置环PID管理算法上的不同,参数整定所确定的Kp、Ki、Kd及采样周期T等,在数字PID调理管理系统中,在环节的开局、完结或大幅参与设定值时,会发生积分积攒,惹起系统较大的超调,甚至振荡,这关于伺服电机的运转来说是不利的。4.3 系统的机械精度管理在必定误差范围内,电气管理精度(编码器脉冲)就可获取提高,鲁棒性强,可以在很多场所到达较高精度位置管理的要求,永磁同步电动机交换伺服系统在技术上已趋于齐全成熟,具有了十分优异的低速性能,并可成功弱磁高速管理,拓宽了系统的调速范围,顺应了高性能伺服驱动的要求。并且随着永磁资料性能的大幅度提高和多少钱的降落,其在工业消费智能化畛域中的运即将越来越宽泛,目前已成为交换伺服系统的干流。4.4 为了包全伺服管理器和电机等设施,思考到系统中含有很多对静电敏感的元器件(如:晶闸管),其接受过电压和过电流的才干差等起因,要严厉按无关规范设计、装置,例如充沛思考伺服管理器和电机的安保容量,驳回内、外包全接地,外部包全接零,弱电信号线、能源线、速度反应线屏蔽,屏蔽线与未屏蔽线离开等防止措施。5.机组静止位置管理及调试5.1 货架冷弯机组的整线运转速度和消费率要求都很高,如在线交换伺服的最高转速到达60M/min,整线运转速度到达20M/min,该系统必定具有高定位精度和高静止速度的个性,因为交换伺服系统必定有良好的静止管理个性,普通的变频调速不可到达要求,因此驳回了伺服管理器加交换伺服电机的打算。在比拟了多家产品后,决定了YASKAWA公司伺服系统SDGB-03ADG、伺服电机SGMG-3DA、OMRON公司位置检测脉冲编码器成功,并由SIMATIC S7-300PLC带DP接口的检测脉冲编码器测量并反应伺服送料管理位,从而有效地构成闭环管理系统,极大地提高了系统的电气管理精度、设施间的举措协和谐连锁包全并节俭了少量的电缆和装置调试审核期间。5.2 货架冷弯消费线在反常消费前,须要在手动上班形式下启动穿引带调试上班,经过操作手柄、管理面板上的举措按钮操作调试设施,并审核和人为设置报警缺点形式,如料尾无料停机包全、伺服送料不到位缺点、各单项顺序举措的成功和极速反响水平等;确认上述调试环节无误后将机组上班形式转化为智能上班形式下启动整线联机调试,经过冷弯制件的尺寸精度审核和剖析,扫除冷弯模具、工装设施制造调试精度等的影响,确认设施的操作性、培修繁难性、定尺管理精度等,其中的调试关键和难点在:伺服定长送料装置的运转稳固性和精度坚持性、定长剪切断装置的管理精度和运转方式的决定。因为交换伺服系统存在参数时变、负载扰动以及伺服电机自身和被控对象的重大非线性、强耦合性等不确定起因,必定在线订正含糊管理的数学模型和管理敏感参数,相应的PID管理参数,以成功系统无超和谐振荡现象。咱们在上班现场就出现过伺服管理系统上班丢步、上班不协调、伺服不明飞车等偶然缺点,并经过改换相应电缆和扫除搅扰源的方法来处置;如:货架冷弯机组在线预冲孔装置的伺服系统带负载运转时存在系统与负载灵活婚配的疑问,货架冷弯机组在设计时会思考经常使用多板厚同规格的系列产品、或经过不同的冷弯工艺在一条消费线上消费不同规格尺寸的货架产品,故交换位置伺服系统的负载的大小和性质会出现多种变动,甚至相反规格卷料的改换也会形成负载的不稳固与变动,这种变动将使系统的性能特意是灵活性能变坏,使静止出现振荡、超调甚至于不能稳固运转,必定在调试现场获取系统所带负载的灵活性能目的和伺服系统在线带负载时的灵活性能目的,在调试环节中对系统进执行态性能剖析与测定,并凭阅历由人工启动现场在线调试上班,调试现场也须要配合相当的人力启动关系数据的搜集整顿、数据剖析处置等,也易形成相当高的调试废料,在调试环节中还存在相当的未知影响起因等;这都要求工程技术人员有较强的专业常识和丰盛的现场阅从来处置。6.存在的疑问和无余6.1货架冷弯机组在运行伺服技术的环节中也存在无余之处。关键表如今有的系统在设计方面还存在有相当不正当的中央。比如设计者没有很好地利用伺服技术的好处,而是极其浮浅地成功系统的精度伺服管理,不思考机组间的正当性能,如在线伺服预冲孔装置中伺服静止节奏与压力机静止节奏之间的不协调等。6.2 系统设计中针对伺服系统的反应设计注重不够,系统缺点诊断设计注重不够,系统决定品牌错乱形成的备件、培修保养艰巨注重不够等,包括用户对系统调试参数保留与修正阅历上的无余等、对伺服驱动系统的意识无余,系统在线调试参数设置的不尽正当,关系中心设施参数变动对系统参数的重调试等,如:编码器测量辊的磨损与改换;均极大地影响了伺服系统在货架冷弯消费线上的运行成果。 |
本文地址: https://zdmlj.com/jishuwz/783cf279c2026eb1b5d1.html
上一篇:30堂课知晓思想导图,打造一颗超级大脑,高效率... 网站首页
网站首页 提交收录
提交收录 收录查询
收录查询 文章资讯
文章资讯 热门排行
热门排行 软文发布
软文发布 自助广告
自助广告